
Tempris LyoCONNECT and LyoINSIGHT Business Cases
Tempris LyoCONNECT and LyoINSIGHT powered by LyoCLC support pharmaceutical manufacturers and CDMOs in transforming lyophilization from an experience-based process into a data-driven, product-focused and scientifically controlled operation.
A single engineering run can require approximately 1-3 calendar weeks when freeze-drying time, analytical testing, data review and cycle redesign activities are considered. Reducing only two to three engineering runs may therefore accelerate a technology-transfer project by approximately 4-8 weeks. This turns a technical benefit into a management-relevant time-to-market argument.
This section lists various business cases. Each case outlines the customer’s challenge, the Tempris approach, the expected outcome, and the economic or regulatory benefits. Numerical examples are illustrative. Technical questions regarding these remain reserved for direct communication with Tempris.
Business Case 1 – Formulation Development
Challenge: Formulation development often requires many freeze-drying cycles while critical product behavior and actual product temperatures remain insufficiently understood.
Tempris Approach: LyoCONNECT provides direct in-product temperature data. LyoINSIGHT helps translate these data into process understanding and decision support for formulation selection.
Outcome: Instead of approximately 10-15 experimental freeze-drying cycles, the required development effort may be reduced to about 8-10 cycles, depending on formulation complexity and available prior knowledge.
Business Impact
- Reduced development time, potentially by 2-3 months
- Lower material consumption
- Faster formulation selection
- Improved product and process understanding
Measurable Proof Points
- Indicative cycle reduction: 10-15 to 8-10 development cycles
- Potential time gain: approximately 2-3 months in early development programs
Detailed formulation questions such as API classification, Tg’, Tc, Teut, excipients, vial/fill configuration, and residual moisture targets are best addressed after contact with Tempris.
Business Case 2 – Scale-Up and Technology Transfer
Challenge: A cycle that performs successfully in a laboratory freeze dryer may behave differently at pilot or commercial scale due to differences in heat transfer, loading patterns, vial environment and equipment configuration.
Tempris Approach: LyoCONNECT creates a comparable product-temperature data layer across laboratory, pilot and commercial equipment. LyoINSIGHT supports the evaluation of process behavior, transferability and optimization options.
Outcome: Engineering runs can often be reduced from approximately 4-8 runs in a traditional transfer approach to 2-4 runs in a modern PAT/QbD approach or 3-6 runs in a hybrid approach, depending on product complexity and prior knowledge.
Business Impact
- Accelerated technology transfer
- Reduced scale-up risk
- Lower development costs
- Faster readiness for GMP manufacturing
- Improved pilot-scale freeze-dryer utilization
Measurable Proof Points
- Indicative reduction of engineering runs: approximately 30-50%
- Typical calendar-time impact: saving 2-3 engineering runs may accelerate a project by approximately 4-8 weeks
- A pilot engineering run may occupy freeze-dryer, analytical and MS&T resources for 1-3 calendar weeks when all activities are included
This is a key CDMO/CMO value lever: fewer runs mean not only lower technical effort but also earlier GMP readiness and lower project uncertainty.
Business Case 3 – CDMO/CMO Project Readiness
Challenge: CDMOs and CMOs must rapidly assess sponsor processes, demonstrate transfer readiness, and provide a scientifically justified strategy for lyophilized drug product projects.
Tempris Approach: LyoCONNECT provides reliable product data during transfer and engineering runs. LyoINSIGHT supports structured interpretation of process risks, transfer options, optimization opportunities and regulatory evidence requirements.
Outcome: The CDMO/CMO can present a stronger, data-based transfer strategy, reduce uncertainty for the sponsor, and position its MS&T capability as a differentiating service.
Business Impact
- Higher competitiveness in project acquisition
- Improved customer confidence
- Stronger MS&T positioning
- Reduced risk of unnecessary engineering runs
- Faster project onboarding and earlier GMP-readiness decisions
Measurable Proof Points
- Fewer engineering runs: typical target range of 30-50% reduction where data- and model-supported interpretation is applicable.
- Project acceleration: approximately 4-8 weeks when two to three engineering runs are avoided
- Regulatory evidence: Tempris product-temperature data can support validation, lifecycle management and authority communication
The strongest CDMO message is: Tempris is not only monitoring technology. It is a project acceleration and risk-reduction platform.
Business Case 4 – Commercial Process Optimization
Challenge: Approved commercial lyophilization cycles often contain historically grown safety margins and unused process capacity. A commercial cycle may include, for example, a 60-hour primary drying step with conservative settings.
Tempris Approach: LyoCONNECT makes actual product temperature visible during the process. LyoINSIGHT supports assessment of unused process capacity, reduced safety margins, and optimized process settings.
Outcome: Primary drying may be reduced, for example, from 60 hours to 48 hours, corresponding to an approximately 20% reduction of primary drying time. In high-utilization facilities, this may translate into additional annual batch capacity without immediate freeze-dryer investment.
Business Impact
- Additional manufacturing capacity
- Improved asset utilization
- Lower cost per batch
- Potential avoidance or delay of additional freeze-dryer investments
- Reduced energy and facility time per batch when cycle time is shortened
Measurable Proof Points
- Example primary drying reduction: 60 h to 48 h, approximately 20%
- Indicative optimization range: approximately 15-25% primary drying reduction where historical safety margins can be reduced scientifically
- Illustrative annual capacity effect: 50 batches/year may increase to approximately 58-62 batches/year if the freeze dryer is the bottleneck and scheduling allows
- Potential safety-margin reduction: approximately 30-50% only where product-temperature evidence and process understanding justify it
Commercial optimization claims should always be presented as project-specific potential values, not guaranteed outcomes.
Business Case 5 – PPQ, CPV and Regulatory Support
Challenge: For PPQ, CPV, inspections and lifecycle submissions, manufacturers must provide evidence that the process is robust, reproducible and controlled with respect to product quality. Traditional evidence often relies mainly on shelf temperature, Pirani/CM data and historical process knowledge.
Tempris Approach: LyoCONNECT provides direct product-temperature evidence and batch-to-batch comparability. LyoINSIGHT supports trend evaluation, CPV reporting, deviation assessment and lifecycle documentation.
Outcome: The scientific justification for PPQ, CPV, real-time release concepts, PACMPs, variations, supplemental applications, and lifecycle management can be strengthened by product-level evidence.
Business Impact
- Improved inspection readiness
- Stronger regulatory documentation
- Better process robustness
- Reduced compliance risk
- Faster deviation assessment when direct product data are available
Measurable Proof Points
- PPQ runs are usually regulatorily fixed and should not be positioned as run-reduction potential; the value lies in stronger evidence and lower uncertainty
- CPV benefit: product-temperature trending can be established at batch level or for defined campaign/monitoring strategies
- Deviation review: direct product data can support faster triage – potentially days instead of weeks, depending on site procedures and analytical scope
- Regulatory communication: product-temperature evidence can support validation packages, CPV reports and lifecycle submissions such as PACMPs or supplements
The measurable value in regulatory and lifecycle contexts is not primarily cycle-time reduction, but reduced uncertainty, faster assessment and stronger scientific justification.
Applications of the Product Temperature Monitoring System
There are many applications of the Product Temperature Monitoring System. As Tempris temperature sensors are available in different sizes and in combination with different accessories, they can be used in various applications. Whether it is freeze-drying of biopharmaceutical formulations, powder granulation, or mRNA vaccines, with the wireless and battery-free Tempris sensors, it is possible to monitor the product temperature in real-time. You can also use Tempris to detect critical hot and cold spots, collect seamless temperature data through the entire development process for regulatory purposes, and optimize your processes.
Possible applications for the Product Temperature Monitoring System are
Real-time Product Temperature Monitoring
In a freeze-drying process, the product temperature is the most important critical quality attribute. A combination of process and product parameters, such as shelf temperature, chamber pressure, product resistance, container geometry, radiative heat transfer, and the physicochemical state of the product, determines it. Tempris sensors are wireless and battery-free, designed to monitor the product temperature. They provide real-time data on product temperature on all scales of freeze dryers, even in combination with automatic loading systems. This helps to overcome the challenge of keeping all product units within the batch at a target product temperature throughout the process.
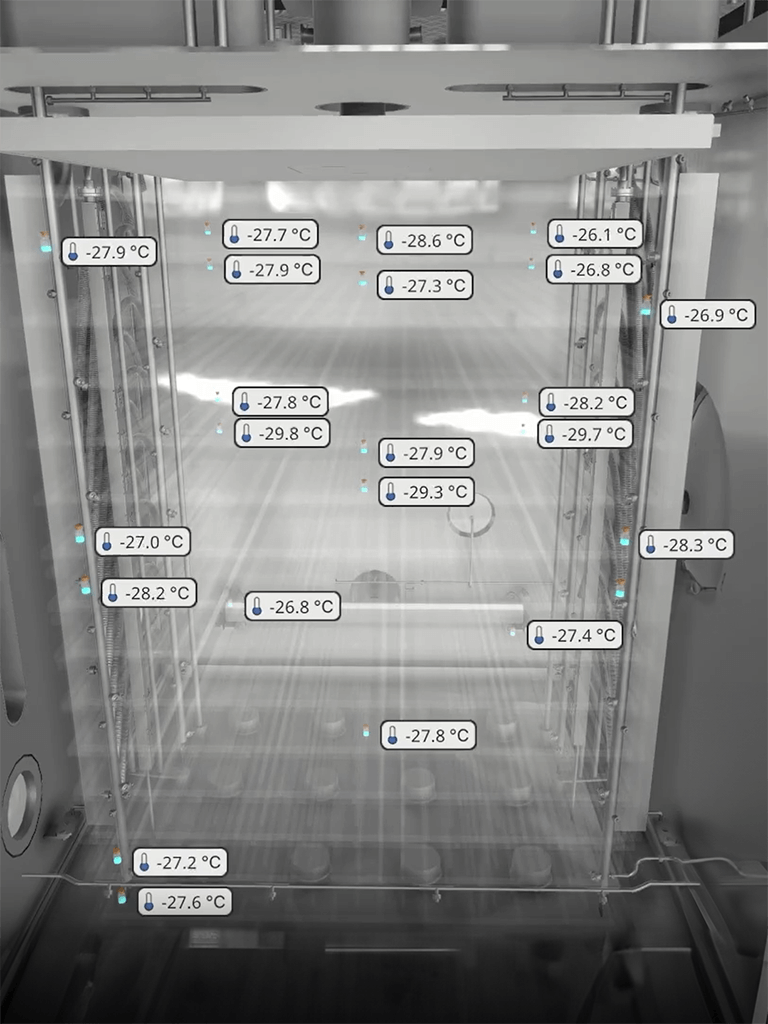
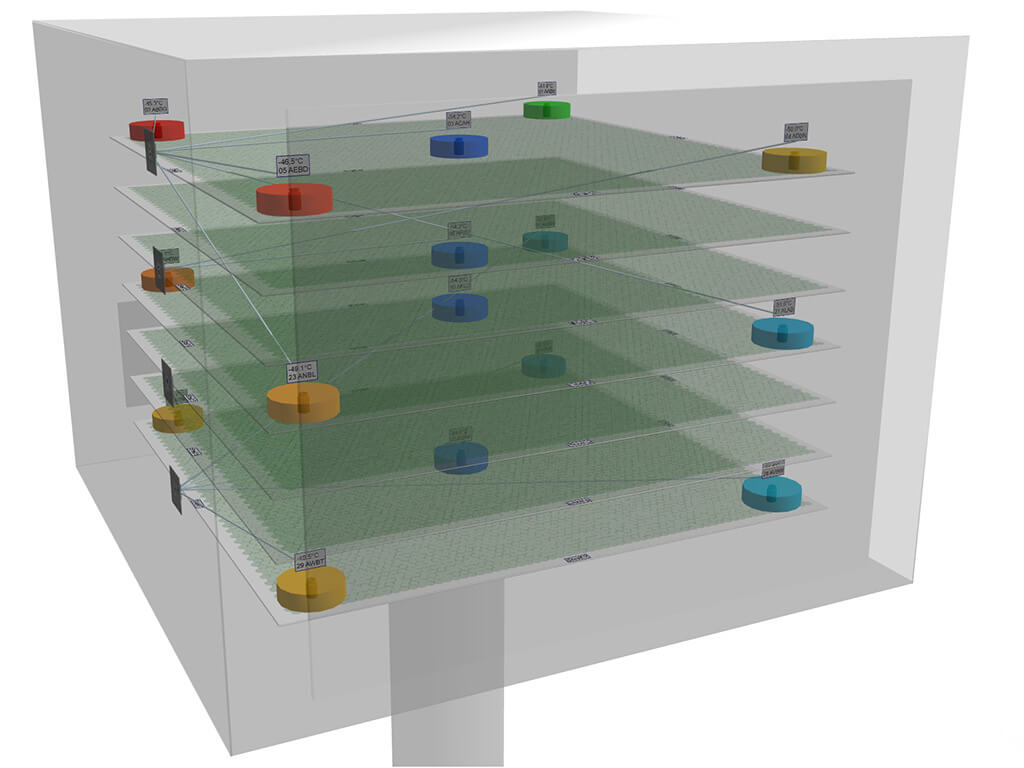
Hot and cold spot monitoring
Tempris technology is a valuable option for reliable and rapid determination of Hot and Cold Spots (HCS) within a freeze-dryer. It can be applied for all scales and sizes of equipment and offers the possibility of qualifying local differences within the batch comfortably. This data can even be obtained in production freeze-dryers with automatic loading systems under load conditions, offering unique information most representative of subsequent production runs. Tempris sensors provide real-time data on product temperature, helping to overcome the challenge of keeping all product units within the batch at a target product temperature throughout the process.
Lyophilization Cycle Optimization
The optimization of lyophilization cycles is a complex and iterative process. It is important to consider critical product quality and equipment limitations. Real-time monitoring with the Tempris system across various freeze-dryer scales is a valuable tool for optimization. The freezing step is crucial for ensuring complete solidification and crystallization, with Tempris technology providing insights. Primary drying must keep the product temperature below a critical formulation temperature to avoid structural damage. Tempris sensors help maintain the appropriate temperature. In secondary drying, the goal is to achieve uniform moisture content, and Tempris technology facilitates real-time temperature measurement for optimization.

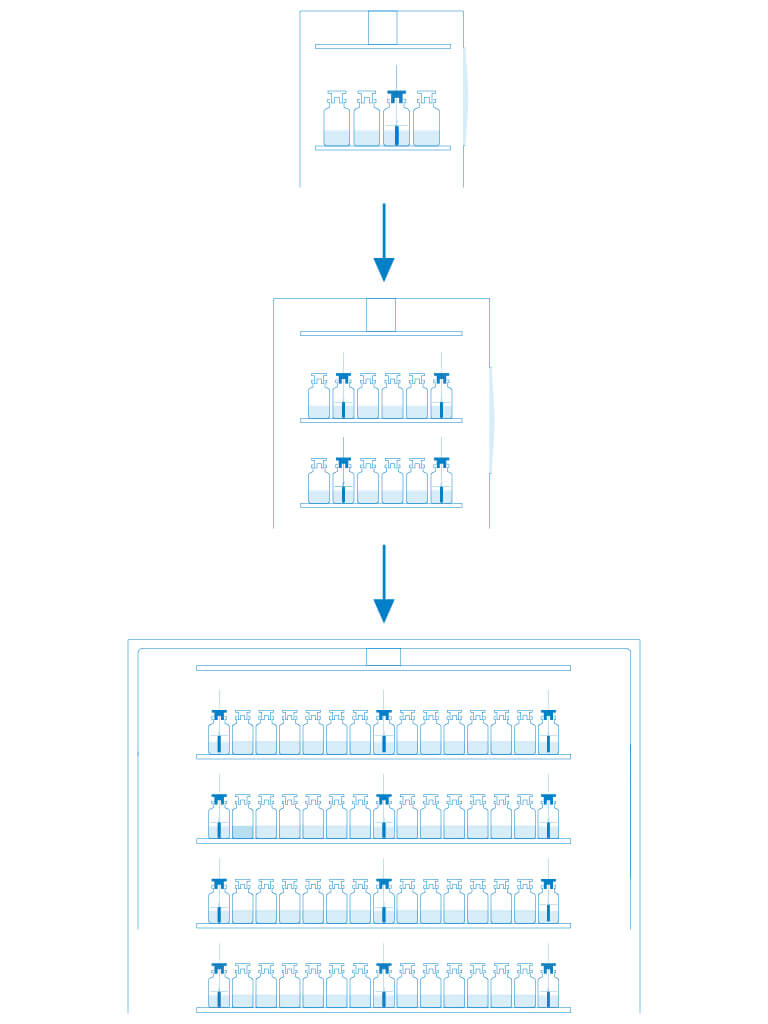
Lyophilization Cycle Scale-up and Transfer
Transfer and Scale-Up of lyophilization processes require reproduction of the initial product temperature profile onto the target freeze dryer. By application of the Tempris system, the product temperature differences arising during the transfer can be quantified and compensated by process adaptation, and the characterization of equipment effects can be improved. The same Tempris Sensors can be used in all lyo scales, and thus, the system provides comparable product temperature data from laboratory to production.
Tempris Data for Regulatory Submission
The data obtained with the Tempris system can form an integral part of the regulatory strategy for submission. Tempris data is 21 CFR Part 11 compliant and can be used to compare product temperature data throughout development. Process analytical technology (PAT) methods, such as Tempris, are essential for defining a Design Space and monitoring critical product and process attributes. Tempris is applicable to all sizes of freeze dryers and provides consistent product temperature data suitable for regulatory submissions.


Product Temperature Measurement in Biopharmaceutical Products
Measuring the product temperature during the freeze-drying of biopharmaceutical products is crucial for ensuring the quality and stability of the final product. The product temperature must be carefully controlled during the process of lyophilization to prevent damage to the product and ensure that the final product meets the desired quality standards. Accurate measurement of the product temperature allows for precise control of the freeze-drying process and helps to ensure that the final product is of high quality.
Temperature Control during Freeze Drying of Probiotics
Maintaining the temperature of probiotic products during the freeze-drying process is crucial to preserving their quality and effectiveness. Damage to the probiotics can be prevented, and their viability is ensured by carefully controlling the product temperature throughout the freeze-drying process. Accurate measurement of the product temperature allows for precise control of the freeze-drying process and results in a high-quality final product with many viable probiotics. The effectiveness of probiotic products is essential in ensuring their benefits for consumers, making it necessary to maintain their quality through careful temperature control during freeze-drying.

Lyophilization of Peptides
Monitoring the product temperature during the freeze-drying of peptides is made easy with the use of Tempris sensors. These sensors are designed to accurately measure the temperature of the product throughout the freeze-drying process, providing real-time data that can be used to control the process precisely. The sensors are easy to install and use and provide reliable and consistent measurements. This allows for greater control over the freeze-drying process of Peptides, ensuring that the final product meets the desired quality standards. Overall, using Tempris sensors simplifies the measurement of product temperature during the freeze-drying of peptides.
Advantages of Temperature Measurement in RNA Freeze Drying
Accurately measuring the product temperature during the freeze-drying of RNA has several advantages. It allows for precise control of the process, which can help to prevent damage to the RNA and ensure that the final product meets the desired quality standards. This can result in improved shelf life, stability, and effectiveness of the RNA product. Additionally, accurate measurement of the product temperature can provide valuable information for process optimization and troubleshooting, helping to improve the efficiency and consistency of the freeze-drying process.

Product Temperature Measurement during Granulation
Tempris also offers a solution for measuring the product temperature during granulation, which can provide several benefits. The Tempris system uses wireless sensors to accurately measure the temperature of the product in real-time, providing valuable data that can be used to control the granulation process precisely. The Tempris system is easy to install and use and provides reliable and consistent measurements. The sensor is mounted on the rotor blades and runs permanently through the product. Using Tempris sensors for measuring product temperature during granulation can provide valuable insights and improve process control.


