
Lyophilisationszyklus Scale-Up und Transfer
Beim Lyophilisationszyklus Scale-Up und Transfer ist es erforderlich, das zuvor entwickelte Produkttemperatur-Zeit-Profil in der Zielanlage zu reproduzieren. Mittels der Verwendung von Tempris-Sensoren können durch den Transfer entstehende Unterschiede der Produkttemperatur gemessen und durch Prozessanpassung kompensiert und die Charakterisierung des Geräteeinflusses verbessert werden.
Während des Scale-Up eines gefriergetrockneten Produktes können sich zahlreiche Prozessparameter verändern, die die Produktqualität beeinflussen. Dies ist nicht nur durch Unterschiede in der Konstruktion und Leistung der Anlagen bedingt, sondern hängt auch von den Umgebungsbedingungen ab. Vergleichbare systematische Veränderungen können auch beim Transfer eines lyophilisierten Produktes auf einen anderen Produktionsgefriertrockner auftreten. Um ein vergleichbares Produkt zu erhalten und Veränderungen der kritischen Produktparameter zu vermeiden ist die genaue Übertragung des Produkttemperaturprofils auf den Ziel-Gefriertrockner von überragender Bedeutung.
Wichtige Faktoren
Wichtige Faktoren, die zu Veränderungen in den Einfrier- und Trocknungseigenschaften eines Produktes während des Scale-Up oder Transfers führen können:
- Wärmestrahlungseffekte verstärken die Wärmeübertragung auf das Produkt und führen zu erhöhten Produkttemperaturen in den betroffenen Vials. Das Ausmaß der Strahlungseffekte hängt von den Eigenschaften der inneren Oberflächen des Gefriertrockners ab, hauptsächlich der Kammertür und der Wände. Typischerweise sind Strahlungseffekte im Labormaßstab ausgeprägter, was zu kürzerer Trocknungszeit und verstärkten Gradienten innerhalb der Charge führt.
- Heiz- und Kühlraten der Stellflächentemperatur sind in Produktionsgefriertrocknern häufig geringer als in modernen Laborgeräten, und während schneller Rampphasen mit Beladung können erhebliche Temperaturgradienten auftreten. Generell sollten potentielle Worst-Case-Positionen (hot Spots und cold Spots) für Ausgangs- und Zielgefriertrockner ermittelt und berücksichtigt werden.
- Die Kühlleistung der Kondensatoren in Produktionsgefriertrocknern stellt regelmäßig einen limitierenden Faktor bei Transfer und Scale-Up Projekten dar. Die im großen Maßstab üblicherweise höhere Kondensator-Oberflächentemperatur führt zu längeren Trocknungszeiten, und kann die Massenflussrate einschränken sowie den Verlustes der Druckkontrolle zur Folge haben.
- Ein weiterer auf den Gefriertrockner bezogener Parameter ist die Art des Drucksensors, der für die Druckkontrolle eingesetzt wird (z.B. Baratron und Pirani). Die Verwendung einer anderen Art von Drucksensor im Zielgefriertrockner kann zu einer Veränderung des Absolutdrucks von mehr als 30% führen, was das Produkttemperaturprofil und die Produktqualität beeinträchtigen kann.
- Die traditionell im Labormaßstab eingesetzten Temperatursensoren (Thermoelemente) und im Produktionsmaßstab (PT-100) eingesetzten Produkttemperatursensoren unterscheiden sich deutlich. Die Funktionsweisen beider Sensortypen sind völlig unterschiedlich, da die Thermoelemente eine Punktmessung am Boden des Produkts durchführen, während die größeren PT-100 Sensoren eine Durchschnittstemperatur über einen großen Bereich messen. Die daraus folgenden Produkttemperaturprofile sind schlecht vergleichbar und nicht für eine systematische Untersuchung von Scale-Up bedingten Unterschieden oder für eine Prozessanpassung geeignet.
- Das Beladesystem und die Anordnung des Produkts auf den Stellflächen beeinflusst ebenfalls die Produkttemperatur und die Trocknungseigenschaften. Dies ist insbesondere kritisch bei Umstellungen von der Beladung in Edelstahlrahmen auf automatische Beladesysteme, vor allem falls die Vials zuvor während der Trocknung auf einem Blech standen und nun direkten Kontakt zur Stellfläche haben. Falls spezielle Wärmetransferblöcke eingesetzt werden (z.B. bei der Gefriertrocknung in Doppelkammerspritzen) kann es bei Anpassungen im Zuge des Scale-Up ebenfalls zu deutlichen Änderungen im Trocknungsprofil kommen.
- Neben den Unterschieden die durch den Gefriertrockner bedingt sind müssen auch die Auswirkungen der Umgebungsbedingungen berücksichtigt werden. Während die Prozessentwicklung zumeist in nicht-klassifizierten Laborräumen durchgeführt wird findet die aseptische Herstellung in einem Reinraum der Klasse A mit minimaler Partikelbelastung statt. Dies hat in der Produktion stärker ausgeprägter Unterkühlung des Produkts vor der Eiskristallbildung zur Folge, was zur Bildung kleinerer Eiskristalle, höherem Produktwiderstand und zu längeren Primärtrocknungszeiten führt.
Lyophilisationszyklus Scale-up und Transfer mit Tempris-Technologie
Die Tempris Technologie ist in Gefriertrocknern aller Größen verwendbar, selbst in Produktionsanlagen mit automatischen Be- und Entladesystemen, und ermöglich dadurch den direkten Vergleich verlässlicher Produkttemperaturprofile mit einem einheitlichen System vom Labor bis zur Produktion. Ein im Labormaßstab entwickelter Prozess kann so direkt mit späteren klinischen Chargen im Pilotmaßstab abgeglichen werden, bis hin zum Einsatz bei Validierungschargen und in der Routineproduktion. Dadurch ermöglichen die Tempris-Sensoren über den gesamten Produkt Lifecycle die Beurteilung des wichtigsten kritischen Produktparameters: der Produkttemperatur, mit dem identischen Messsystem. Zudem erlauben die Produkttemperaturprofile die frühzeitige Erkennung anlagenspezifischer Unterschiede zwischen verschiedenen Gefriertrocknern, insbesondere eventuelle Verlängerung des Einfrierens und der Primärtrocknung die Anpassungen der Prozesszeit notwendig machen. Dadurch können die Prozessbedingungen leichter optimiert werden um pharmazeutisch akzeptables Produkt mit einem hohen Grad an Produktqualität zu erhalten.
Lyophilisationsyklus-Transfer mit Tempris
Gefriertrockner A
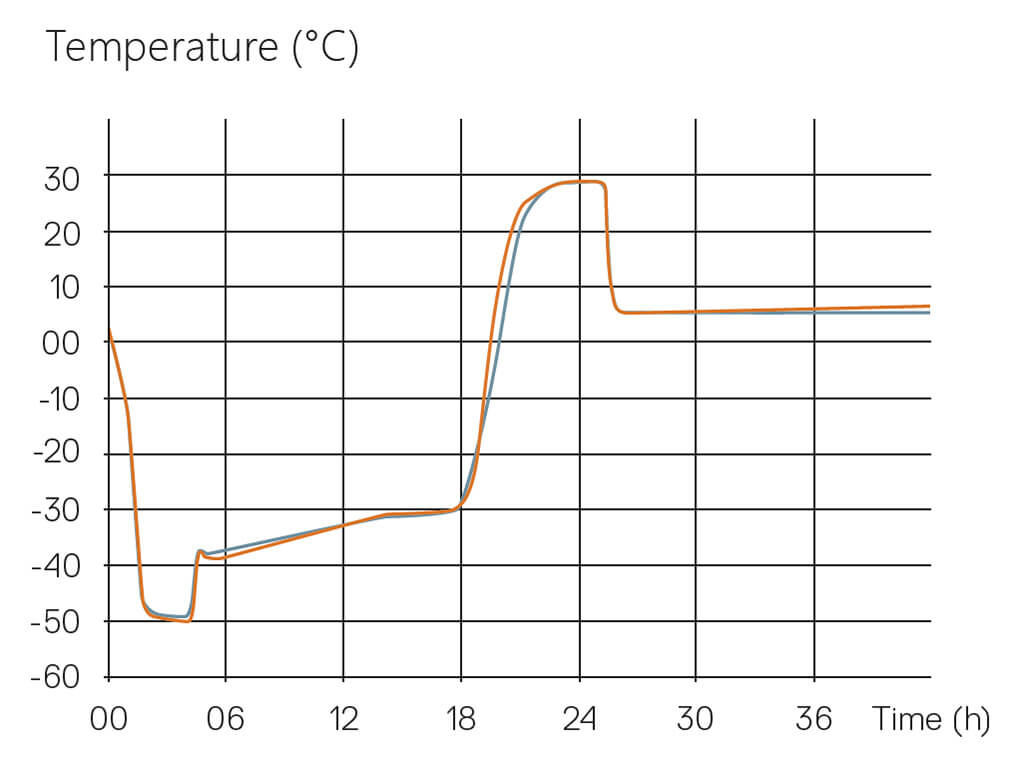
Beispiel: Übertragung des Gefriertrocknungszyklus von
Gefriertrockner A (24 m² / 258 sqft)
zu Gefriertrockner B (33 m² / 355 sqft)
Gefriertrockner B
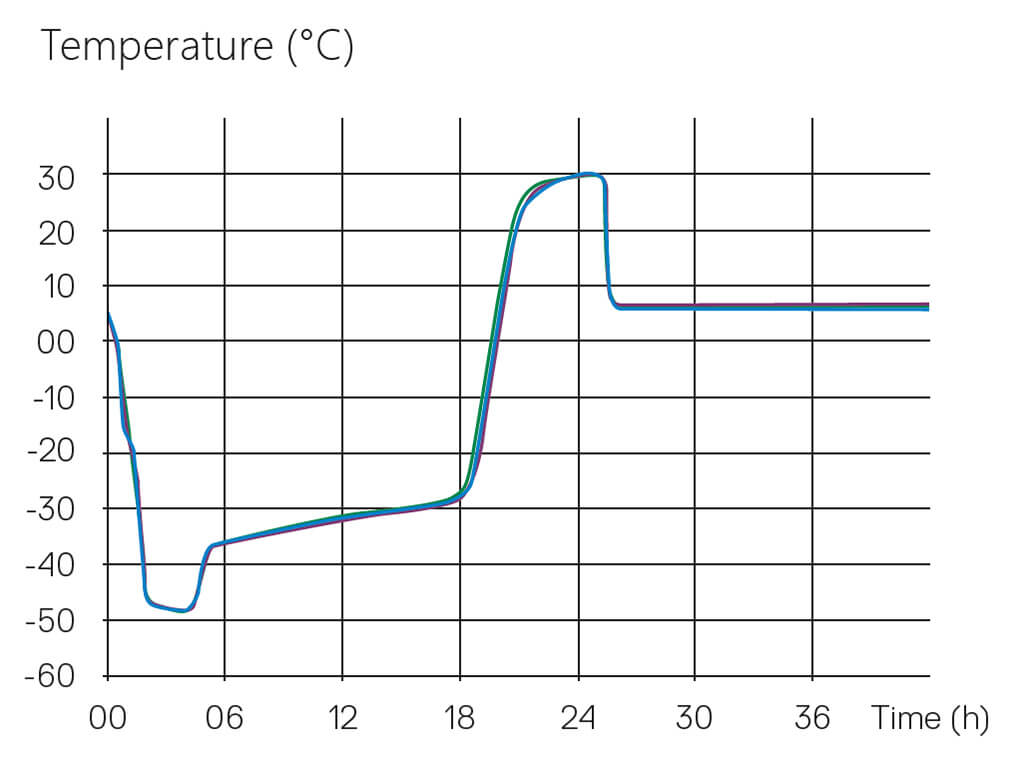
Die Temperaturprofile der Gefriertrocknungszyklen aus verschiedenen Durchläufen in beiden Gefriertrocknern sind übereinandergelegt, um zu zeigen, dass die Gefriertrocknungszyklen annähernd gleich sind.
Overlay Gefriertrockner A+B
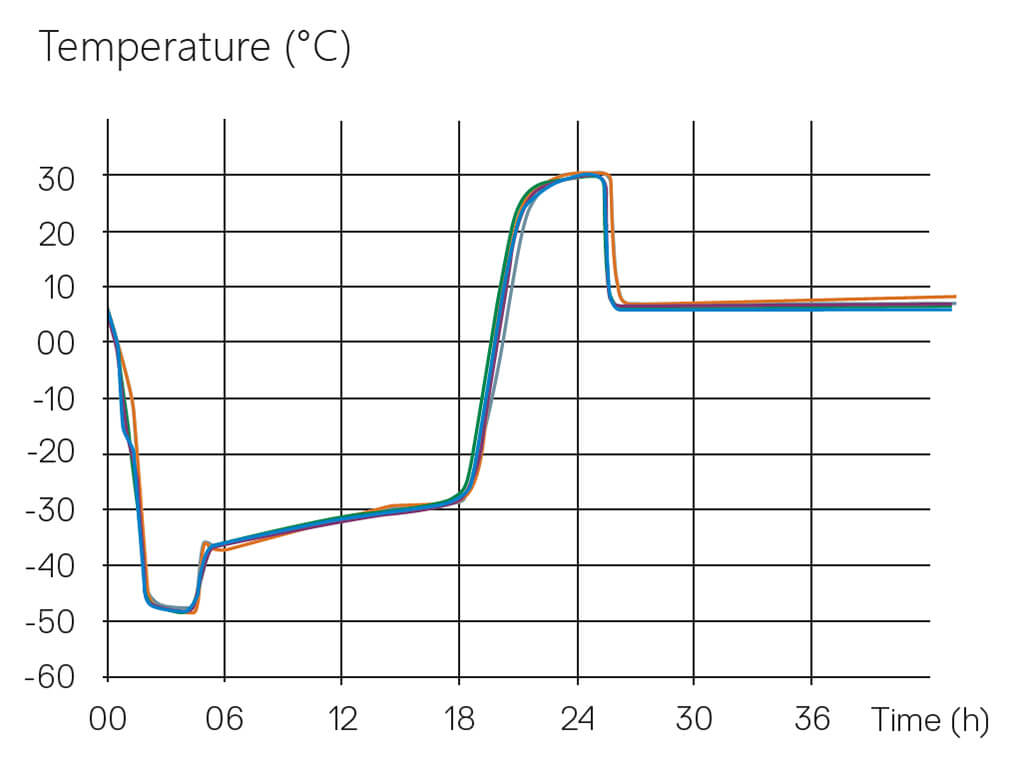
Eine weitere Begutachtung der oberen und unteren Temperaturgrenzen ist nicht erforderlich.
